發布日期:2022-10-09 點擊率:65
引言
科技進步引領經濟發展,社會生產力不斷提高,越來越多的工作環境惡劣的工種和需要高強度人力勞動的工種逐漸被工業機器人代替,工業機器人正成為工業發展進程中不可缺少的一部分,并將在未來工業生產活動中占據越來越重要的地位。工業機器人具有自動化能力,隨著通信技術的發展,其信息化和智能化能力越來越突出。在工業應用場合下,生產設備使用機器人進行物料搬運得到了越來越廣泛的應用,基于此,針對某智能化鋅電解設備,將工業機器人搬運過程運動軌跡的偏移功能,通過信息化的手段與伺服驅動+激光傳感器檢測數據建立聯系,能夠在面對復雜工況時,以高性價比方式實現機器人對所取物料位置的準確判斷,準確抓取,完成智能化生產。
1庫卡機器人的坐標偏移功能
庫卡是世界知名品牌,其機器人工業應用非常廣泛,如圖2所示,庫卡機器人主要由①控制柜、②機器人本體、③示教器組成。庫卡機器人的直角坐標系的位置會用到frame/P0S/E3P0S/E6P0S類型的數據,其中X、Y、Z表示直角坐標系直線坐標,A、B、C表示直角坐標系旋轉坐標S、T表示機器人的狀態與轉角,E1~E6表示外部軸的角度。
庫卡機器人的歐拉角Euler-A-B-C對應的是Z→Y→X,其坐標轉換遵循的準則為第一步:X、Y、Z變換(順序無關):第二步:A、B、C變換(先A,再B,最后C)。
2伺服驅動+激光測距傳感器
本項目使用了西門子V90伺服電機驅動機械部件移動,機械部件上左右各安裝了2個IFM激光測距傳感器02D200,該傳感器采用漫反射檢測,可作用于物體和液體表面反射,光斑很小,有如下功能:
(2)可測量介于0.2~20m的距離:
(2)具有10~29m的背景抑制功能:
(3)在20段顯示屏中顯示測量值:
(4)可根據設定的輸出功能產生4~20mA信號接入PLC系統模擬量輸入模塊:
(5)遲滯功能:如果測量值在感應范圍左右變動,則遲滯功能可保持輸出信號的穩定,此功能對于保證數據的可靠性很重要。
傳感器移動采用伺服電機驅動,具有位置閉環可控、控制精度高等特點。西門子V90伺服電機帶絕對值編碼器,伺服電機驅動激光測距儀前進,其距離通過電機編碼器數值轉換而來,可以精確到毫米級。
3工業機器人偏移功能及伺服驅動+激光檢測技術的組合應用流程
3.1TLC和伺服驅動器、機器人的網絡結構和工作原理
從圖2可看出,本項目PLC選用西門子S7-1500控制系統,機器人、伺服電機驅動器和操作觸摸屏通過PR0FINET網絡與PLC控制器通信,激光傳感器發送4~20mA信號到PLC模擬量輸入模塊。
伺服電機驅動激光測距傳感器前進,PLC根據伺服電機編碼器數值得到的移動距離和雙激光傳感器檢測數據計算出機器人夾具抓取物料的偏移數值后,通過通信將偏移值發送到機器人控制器內,控制機器人完成相應的偏移抓取極板功能。在觸摸屏上可對系統相關運行、故障等信息進行監控,并有參數設置功能,可設置必要的控制參數。
3.2鋅電解車間槽面陰陽極板放置情況
機器人夾具要能夠準確抓取極板,則控制系統需要知道極板相對機器人的準確坐標位置,如果極板在槽內的放置位置固定且工整,則確定好基準后,機器人按照固定的偏移量偏移后夾具抓取極板即可。但從圖3可以看出,極板在槽內實際上擺放很不工整,極板可能有變形、傾斜,則需要對每塊極板的放置狀況進行實時檢測。
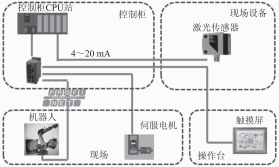
圖2控制系統網絡結構圖

圖3電解槽極板實際位置
3.3機器人偏移量計算
如圖4所示,基準位置對應了伺服電機編碼器的起始數值,同時也對應了機器人的基準點,伺服電機驅動機械部件帶動左右雙激光傳感器前進,傳感器激光點照射到電解液上或極板耳部位置,有不同的實時檢測數值進入PLC,當激光數值大時表示照射到電解液上,激光數值小時表示照射到極板耳部,當左激光數值從大到小跳變時,表示隨著伺服電機前進,左激光照射到極板耳部,根據伺服電機編碼器數值和基準位置比較得到左激光前進了amm,同理得到右激光前進了bmm,c=a-bmm。由于機器人夾具抓取極板找準的位置是極板中心點,所以x=?cmm,極板耳部厚度已知為dmm,得到y=a-x+?d=a-?(a-b)+?d=?(a+b)+?d=?(a+b+d)mm,即得到機器人所需偏移量y=?(a+b+d)mm,PLC將偏移量發送到機器人控制器內。
3.4庫卡機器人夾具極板抓取程序
機器人夾具從電解槽內抓取極板時,其程序根據計算所得偏移量y=?(a+b+d)mm執行,得到了很好的不工整極板位置定位,能夠順利抓取極板,完成生產。程序執行過程詳見程序及注釋如下:
4結語
在采用機器人進行物料搬運的應用中,充分利用伺服電機驅動的精確性、激光測距數據的可靠性,使用各種自動化、網絡化手段采集所需數據進行控制,合理的組合應用方案可以得到理想的具有高性價比的工業應用效果。
下一篇: PLC、DCS、FCS三大控
上一篇: 淺析電廠熱工保護系統


